Pultrusion
Introduction
The number of applications of the manufactured products with reinforced resins has increased over the last years. The pultrusion process is one of the technologies which has most quickly been developed in the composite industry. Currently, the pultruded materials are widely used for equipment manufacturing such as platforms, technical floorings, ladders, window frames, structures and many other applications, motivating a growing interest on consumers.
Definition
Pultrusion is a process for manufacturing thermoset reinforced plastic profiles. The term is a portmanteau word, combining "pull" and "extrusion". As opposed to extrusion, which pushes the material, pultrusion works by pulling impregnated reinforcing material through the die.

Process description
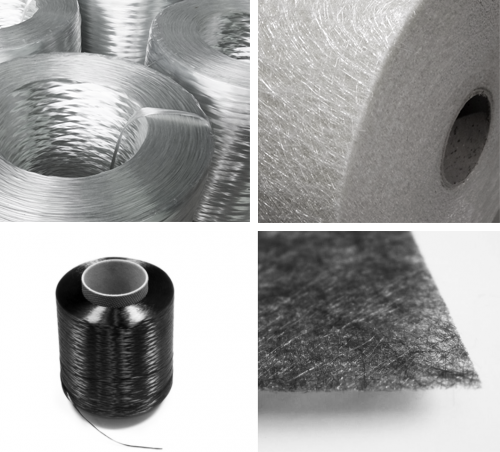
The reinforcing materials (glass fibers, carbon fibers, aramid fibers, metallic fibers, etc.) are chosen at the beginning of the process, these ones will allow obtaining specific mechanical properties.
Afterward, the resins, additives and fillers are selected to ensure the desired final properties: chemical resistance, fire reaction, colour, UV radiation resistance, etc.
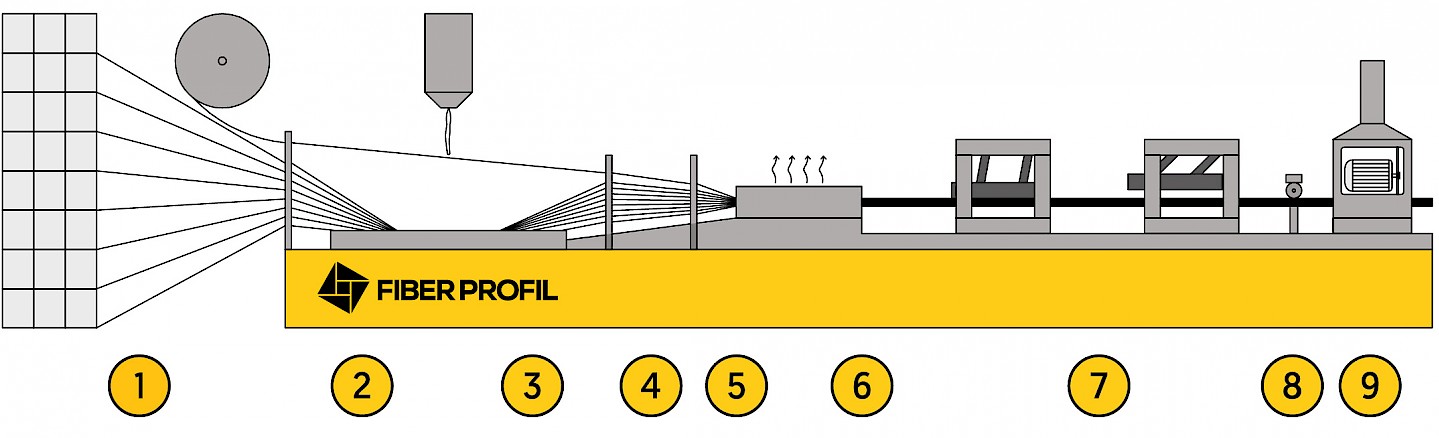
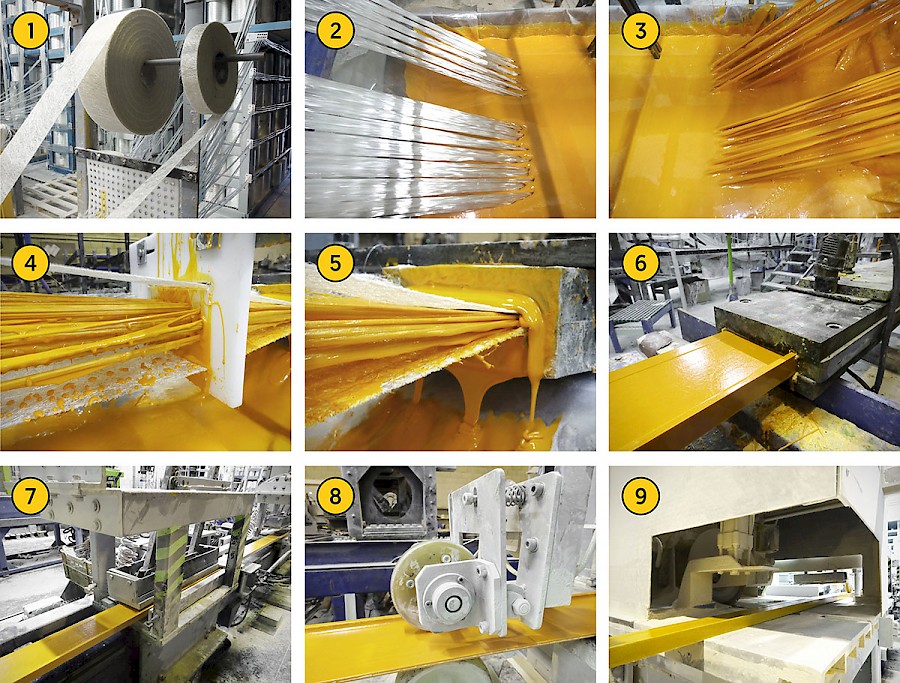
The whole reinforcing elements that are subjected to a continuous stretching process are arranged through the profile section. The fibers are totally o partially impregnated with resin. The impregnated material properly collimated and stretched enters to the mould where the composite is compacted.
The polymerization process takes place due to the mould temperature, conferring high chemical resistance to the pultruded profiles. The temperature control is determining for achieving uniform properties. Mould´s features determine the profile´s shape, just as the surface finish.
Finally, at die´s exit, a structural thermoset profile is obtained with the required physical and chemical properties.
The process ends with the profile´s cut to the desired length due to being a continuous process.
Final remarks
As previously mentioned, the basic components of this product are three: resins, fibers and additives.
The resins to be used may be, in order of their frequency of use, the following: polyester, vynilester, acrylic, epoxy and phenolic. 80% of the pultruded product is currently formed of polyester resin in its isophtalic type. This resin has good mechanical and chemical resistance properties required in the most commonly used products, the other varieties are used according to the special characteristics demanded by the use of the profile to be manufactured.
Within this section, it should be noted that in the pultrusion process, the resin´s viscosity could be higher than in other types of reinforced thermoset fabrication. This leads to a lower amount of styrene, being a decisive positive factor when it comes to fireproofing results. This factor together with the curing process used, polymerization at high temperatures, results in the total absence of residual styrene in the pultruded products, being within European standards.
The most common reinforcing materials are glass fiber (Type E or S), carbon fibers and aramid fibers, all of which are available in the form of rovings, mats, woven rovings and veils. However, there are many reinforcing materials that can be used in pultrusion: metal fibers, ceramic fibers, woven fibers, polyester fibers, wood fibers, among others. The type of reinforcing material is determinant for the physical properties and cost of the profile.
Glass fibers currently occupy almost 90% of the reinforcing components of the pultruded products. The composition of our standard profiles has a very high fiber content, normally reaching 72%, which leaves us 20% to the resin and 8 % to the additives.
The use of the additives is basically to achieve certain special properties: UV barrier of solar origin, antioxidants, stabilizers, flame retardants and colourants.